






Nyheder
 Hjem / Nyheder / Industri -nyheder / Specialsmedning af metal: Processer, materialer og hvordan man vælger en leverandør
Hjem / Nyheder / Industri -nyheder / Specialsmedning af metal: Processer, materialer og hvordan man vælger en leverandør Specialsmedning af metal: Processer, materialer og hvordan man vælger en leverandør
 2026.04.03
2026.04.03
 Industri -nyheder
Industri -nyheder
Når en standard hyldekomponent simpelthen ikke duer, leverer specialfremstillet metalsmedning dele, der er konstrueret til nøjagtige specifikationer - med den strukturelle integritet, som støbning og bearbejdning alene ikke kan matche. Fra automotive transmissionssystemer til højtryks hydrauliske ventiler, smedede metalkomponenter driver verdens mest krævende industrier.
Hvad er brugerdefineret metalsmedning?
Skræddersyet metalsmedning er en fremstillingsproces, hvor råmetal formes under høj trykkraft - ved hjælp af matricer, hamre eller presser - for at producere en del med præcis geometri og overlegne mekaniske egenskaber. I modsætning til standard smedning, som producerer generiske former i faste størrelser, er specialfremstillet smedning konstrueret fra bunden til at matche kundens nøjagtige dimensions-, materiale- og ydeevnekrav.
Smedeprocessen fungerer ved at deformere metallets kornstruktur i stedet for at skære eller støbe den. Denne forfining af kornstrømmen resulterer i en tættere, mere ensartet mikrostruktur. Resultatet er en del, der er betydeligt stærkere og mere træthedsbestandig end tilsvarende støbte eller bearbejdede komponenter - en kritisk fordel i sikkerhedskritiske applikationer.
Skræddersyet smedning begynder typisk med en barre eller stang af målmaterialet, som opvarmes til et præcist temperaturområde og derefter formes ved hjælp af værktøj designet specifikt til delen. Sekundære operationer såsom varmebehandling, CNC-bearbejdning og overfladebehandling kan følge for at opnå endelige tolerancer.
Nøgle smedningsprocesser og hvornår de skal bruges hver
Ingen enkelt smedningsmetode passer til enhver applikation. Erfarne producenter vælger processen baseret på delens geometri, produktionsvolumen, materiale og tolerancekrav. De mest udbredte brugerdefinerede metalsmedningsprocesser omfatter:
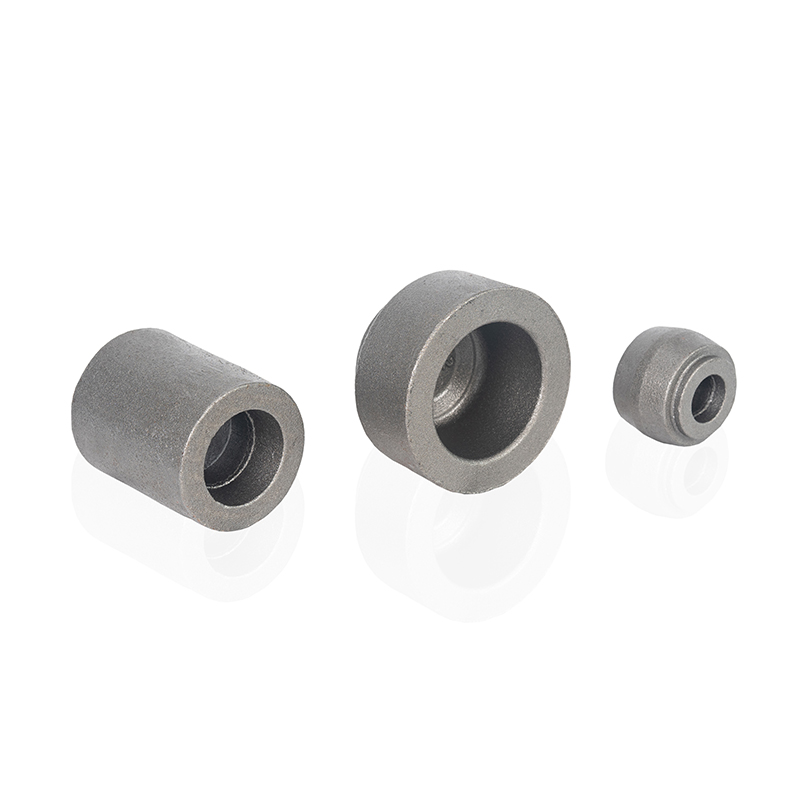
- Lukket matrice (impressionsmatrice) smedning: Metal presses mellem to matricer, der indeholder et spejlbillede af den ønskede del. Denne metode producerer næsten-net-formede komponenter med snævre tolerancer og fremragende repeterbarhed - ideel til højvolumen produktion af komplekse geometrier såsom flanger, tandhjul og plejlstænger.
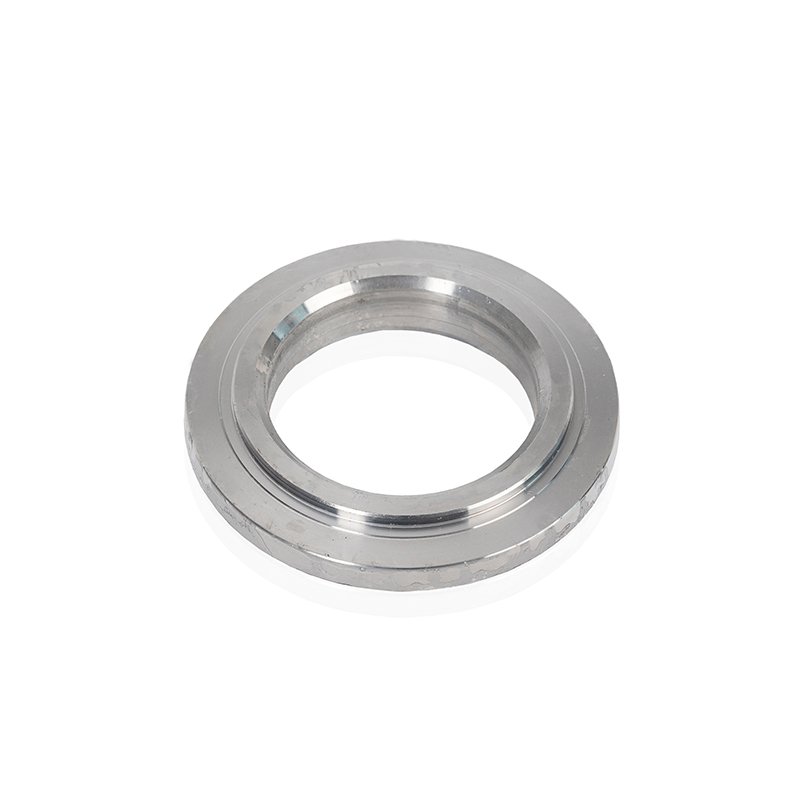
- Åben formsmedning: Metallet er formet mellem flade eller konturformede matricer uden helt at omslutte emnet. Den åbne formsmedning er bedst egnet til store, enkle former (skafter, skiver, ringe) og lavvolumen, og giver fleksibilitet i størrelse og materiale.
- Hammersmedning: Gentagne stødslag fra en programmerbar hammer former det opvarmede metal. Denne proces er hurtig, energieffektiv til dele med middel kompleksitet og velegnet til kulstof- og legeret stål.
- Pressesmedning: Hydrauliske eller mekaniske presser anvender langsom, kontinuerlig kraft frem for stød. Resultatet er mere kontrolleret deformation, hvilket gør pressesmedning foretrukket til præcisionsdele med strenge dimensionskrav - inklusive komponenter til rumfart og energisektoren.
- Rullesmedning (Cross-Roll Smedning): Roterende matricer reducerer og forlænger metallet, hvilket skaber aksellignende eller tilspidsede komponenter effektivt. Denne metode udmærker sig for aksler, stifter og lignende cylindriske dele, der bruges i bil- og landbrugsmaskiner.
At vælge den rigtige proces er ikke kun en teknisk beslutning - det påvirker direkte værktøjsomkostninger, leveringstid, materialespild og de mekaniske egenskaber af den færdige del. En kvalificeret leverandør vil evaluere alle disse faktorer, før de anbefaler en proces.
Almindelige materialer, der bruges i specialsmedning
Materialevalg er en af de mest konsekvensbeslutninger i den tilpassede smedeproces. Valget af legering bestemmer delens styrke, korrosionsbestandighed, vægt, bearbejdelighed og egnethed til varmebehandling. De mest almindeligt smedede materialer omfatter:
- Kulstofstål: Arbejdshesten i industriel smedning. Mellem- og kulstofstål tilbyder fremragende styrke-til-omkostningsforhold og er meget udbredt i strukturelle dele, gear og håndværktøj.
- Legeret stål: Tilføjelse af elementer såsom chrom, molybdæn eller nikkel øger hårdhed, sejhed og slidstyrke. Legeret stål er det foretrukne materiale til højspændingskomponenter i motorkøretøjer og ingeniørmaskiner.
- Rustfrit stål: Giver korrosionsbestandighed sammen med mekanisk styrke - afgørende for væskehåndteringssystemer, marine miljøer og fødevaregodkendt udstyr. Almindelige karakterer omfatter 304, 316 og 13-8.
- Aluminiumslegeringer: Værdsat for deres lette vægt og korrosionsbestandighed. Aluminiumssmedning er standard i rumfartskonstruktioner, bilhjul og huse til forbrugerelektronik.
- Titanium og superlegeringer: Reserveret til ekstreme miljøer - jetmotorer, gasturbiner og medicinske implantater - hvor hverken stål eller aluminium kan opfylde ydeevnekravene.
Materialecertificering og sporbarhed er ikke til forhandling i præcisionsindustrier. Velrenommerede smedeleverandører opretholder dokumenteret materialeindkøb og kan levere møllecertificeringer og rapporter om kemisk sammensætning efter anmodning.
Industrier, der er afhængige af specialfremstillede metalsmedninger
Brugerdefinerede metalsmedninger findes overalt, hvor pålidelighed under stress er altafgørende. Nøgleindustrier og deres typiske smedede komponenter omfatter:
- Biler og erhvervskøretøjer: Gearkasser, akselaksler, krumtapaksler og styreknogler er rutinemæssigt smedet for overlegen træthedslevetid. præcisionssmedede komponenter til køretøjstransmissionssystemer skal udholde millioner af belastningscyklusser uden fejl - en standard, som kun smedning opfylder pålideligt.
- Væske og hydrauliske systemer: Ventiler, pumpehuse og fittings, der arbejder under høje indre tryk, kræver lækagefri integritet og korrosionsbestandighed. brugerdefinerede væskepumpeventilsmedninger til hydrauliske applikationer eliminere den porøsitet, der gør støbte alternativer tilbøjelige til at fejle i miljøer under tryk.
- Ingeniør- og anlægsmaskiner: Gravearme, bulldozerforbindelser og løftekroge absorberer enorme stødbelastninger. kraftigt smedegods designet til ingeniørmaskiner give den slagfasthed, der holder udstyr i drift under barske markforhold.
- Tung transport og logistik: Sædemonterede koblingssystemer og træksædesamlinger er sikkerhedskritiske - de er forbindelsespunktet mellem traktor og trailer. Brugerdefinerede smedninger i denne kategori skal opfylde strenge belastningsklassificeringer og dimensionelle standarder.
- Luftfart og forsvar: Flykritiske konstruktionsdele, komponenter til landingsstel og våbensystemdele er smedet, fordi vægt- og pålidelighedsmarginerne i disse applikationer ikke giver plads til at gå på kompromis.
- Energisektoren: Turbineskiver, ventilhuse til undersøisk udstyr og rørledningsflanger nyder alle godt af den tætte kornstruktur, som smedning frembringer - hvilket betyder længere levetid under krævende driftsforhold.
Brugerdefineret smedning vs. støbning: nøgleforskelle
Smedning og støbning er begge levedygtige metalformningsprocesser, men de er ikke udskiftelige. At forstå afvejningen hjælper ingeniører med at træffe det rigtige valg til deres anvendelse.
| Faktor | Brugerdefineret metalsmedning | Metalstøbning |
|---|---|---|
| Kornstruktur | Kontinuerlig, justeret kornstrøm | Tilfældig, størknet fra væske |
| Mekanisk styrke | Højere - typisk 20-30% stærkere | Lavere - mere modtagelig for træthed |
| Porøsitet | Stort set ingen | Almindelig i komplekse geometrier |
| Dimensionel kompleksitet | Moderat til høj (med CNC-finish) | Meget høj — komplekse indre hulrum mulige |
| Værktøjsomkostninger | Højere forhåndsinvestering | Lavere til komplekse former |
| Bedst til | Sikkerhedskritiske dele med høj belastning | Komplekse former, dekorative dele, applikationer med lavere belastning |
For komponenter, hvor fejl ikke er en mulighed - strukturelle samlinger, drivlinjedele, trykholdigt udstyr - smedning er det teknisk overlegne valg . Støbning forbliver mere omkostningseffektiv til indviklede geometrier med lavere mekaniske krav. Mange producenter bruger begge processer inden for en enkelt samling, og matcher hver metode til kravene fra hver enkelt del.
Ifølge offentliggjorte tekniske retningslinjer om de strukturelle fordele ved smedede komponenter , den retningsbestemte kornstrøm af smedede dele giver målbart bedre slag- og træthedsmodstand sammenlignet med støbte ækvivalenter af samme materiale.
Sådan vælger du en specialfremstillet metalsmedningsleverandør
Det er en langsigtet beslutning at skaffe en tilpasset smedepartner. Den rigtige leverandør er ikke blot den billigste løsning – de er en ingeniørpartner, hvis kapacitet, kvalitetssystemer og reaktionsevne direkte påvirker dit produkts ydeevne og din forsyningskædes pålidelighed. Evaluer kandidater på tværs af disse dimensioner:
- Certificeringer og kvalitetssystemer: ISO 9001 er basislinjen. For forsyningskæder til biler kræves der i stigende grad overholdelse af IATF 16949. Luftfarts- og forsvarsapplikationer kan kræve AS9100- eller NADCAP-godkendelse. Gennemgå kvalitetscertificeringer og inspektionsstandarder omhyggeligt, før du forpligter dig til en leverandør.
- Proceskapacitet og udstyr: Match leverandørens smedeudstyr til dine delkrav. Bekræft pressetonnage, formdesignkapacitet, materialebeholdning og varmebehandlingskapacitet. En leverandør begrænset til en enkelt smedemetode er muligvis ikke den bedste egnet til komplekse projekter, der kræver procesoptimering.
- Digital produktionskapacitet: Moderne smedefaciliteter bruger digital procesovervågning, simuleringssoftware (såsom FEM-baseret formdesign) og automatiseret kvalitetsinspektion for at reducere variation og accelerere udviklingscyklusser. Leverandører med digitale fabriksmuligheder og smart fremstilling Infrastruktur kan tilbyde hurtigere prototyping, strammere tolerancer og sporbare produktionsdata - en væsentlig fordel for komplekse brugerdefinerede programmer.
- Leveringstid og leveringssikkerhed: Værktøjsgennemløbstider for nye specialfremstillede smedninger varierer typisk fra 4 til 12 uger afhængigt af matricens kompleksitet. Vurder leverandørens track record for rettidig levering og deres beredskabsplanlægning for værktøjsslid eller materialeforsyningsforstyrrelser.
- Ingeniørsamarbejde: De bedste smedningsleverandører engagerer sig på designstadiet - rådgiver om materialevalg, trækvinkler, vægtykkelse og smedningsstrategier i næsten netform, der reducerer bearbejdningsomkostningerne. Tidlig leverandørinddragelse reducerer konsekvent de samlede deleomkostninger og udviklingstid.
- Samlede omkostninger ved ejerskab: Værktøjsafskrivning, skrotsatser, sekundære bearbejdningskrav og fragtlogistik bidrager alle til de sande omkostninger ved en smedet komponent. En leverandør, der tilbyder lidt højere enhedspriser, men overlegen næsten-net-form-kapacitet, kan levere bedre værdi i løbet af et programs levetid.
At engagere sig direkte med en leverandørs ingeniørteam tidligt i designprocessen - i stedet for at sende en tegning til en simpel prissammenligning - er den mest effektive måde at optimere både delydelse og produktionsøkonomi i specialfremstillede metalsmedningsprogrammer.










Vores produkter involverer primært produktion af forfalskede komponenter til bilindustrien, byggeri -industrien, industriel instrumenteringsindustri og væskeudstyrsindustri.Custom Forging Parts Producenter og Forged Components Solution Providers in Kina.
Produktlink
Kontakt os
-
Address:Nr. 5 Junrong Road, Daitou Town, Liyang City, Jiangsu -provinsen, Kina
-
Tel:+86-18112316383
