






Nyheder
 Hjem / Nyheder / Industri -nyheder / Specialsmedning af rustfrit stål: Kvaliteter, processer og leverandørvejledning
Hjem / Nyheder / Industri -nyheder / Specialsmedning af rustfrit stål: Kvaliteter, processer og leverandørvejledning Specialsmedning af rustfrit stål: Kvaliteter, processer og leverandørvejledning
 2026.05.27
2026.05.27
 Industri -nyheder
Industri -nyheder
Rustfrit stål har en indbygget fordel i forhold til almindeligt kulstofstål: et minimumsindhold af krom på omkring 10,5 % får det til at danne et selvreparerende oxidlag, hver gang overfladen udsættes for ilt. Smedning tager den fordel yderligere. Ved at påføre trykkraft ved forhøjede temperaturer forfiner processen den indre kornstruktur, lukker porøsiteten og frembringer en kontinuerlig kornstrøm, der følger konturen af den færdige del. Resultatet er en komponent, der er målbart stærkere og mere udmattelsesbestogig end en, der er fremstillet ved støbning eller bearbejdning fra stangmateriale - og med specialfremstillet rustfrit stålsmedning kan enhver geometrisk og materialevariabel indstilles til præcis, hvad applikationen kræver.
Hvorfor smedning overgår støbning og bearbejdning til rustfrit stål
Støbning introducerer krympende hulrum, adskillelse og en tilfældig kornstruktur, der er isotropisk - hvilket betyder, at mekaniske egenskaber er nogenlunde ens i alle retninger, hvilket lyder godt, indtil du indser, at belastninger fra den virkelige verden sjældent påføres lige meget i alle retninger. Bearbejdning fra stang eller plade er renere, men det skærer på tværs af kornlinjer i stedet for at følge dem, hvilket reducerer træthedsstyrken ved stresskoncentrationer som fileter og boringer.
Brugerdefineret smedning løser begge problemer. Den kompressionsdeformation justerer kornstrømmen langs delens geometri - rundt om en flangeskulder, ned ad en aksel, gennem et ventilhus - så metallet er stærkest, præcis hvor spændingen er størst. Trækstyrke, flydespænding og slagfasthed øges alle , ofte med 20–30 % sammenlignet med tilsvarende støbte eller bearbejdede dele. For komponenter, der arbejder under cyklisk belastning, tryk eller ætsende medier, udmønter denne margen sig direkte i forlænget levetid og reducerede udskiftningsomkostninger.
Oxidlaget, der giver rustfrit stål dets korrosionsbestandighed, forstærkes også af smedning. Deformation lukker overfladedefekter, der ellers ville fungere som initieringssteder for grubetæring eller sprækkekorrosion, og efterfølgende varmebehandling kan specificeres præcist for at optimere den passive film til målmiljøet.
Valg af den rigtige rustfri stålkvalitet til din smedning
Karaktervalg er den enkeltbeslutning, der har størst indflydelse på både ydeevne og omkostninger. Smedbarheden, korrosionsbestandigheden og de mekaniske egenskaber varierer betydeligt på tværs af familier. Der henvises til en komplet guide til smedematerialer, typer og valg for en dybdegående opdeling af legeringsfamilier; tabellen nedenfor opsummerer de mest almindeligt smedede rustfrie kvaliteter og deres primære anvendelsestilfælde.
| Karakter | Familie | Nøglekarakteristika | Typiske applikationer |
|---|---|---|---|
| 304 / 304L | Austenitisk | God generel korrosionsbestandighed, fremragende formbarhed | Fødevareforarbejdning, sanitetsarmaturer, generel industri |
| 316 / 316L | Austenitisk | Molybdæntilsætning forbedrer chlorid- og syreresistensen | Marine, kemisk behandling, farmaceutiske, ventillegemer |
| 410/420 | Martensitisk | Høj hårdhed efter varmebehandling, moderat korrosionsbestandighed | Pumpeaksler, ventilstammer, skæreværktøj, fastgørelseselementer |
| 2205 Duplex | Duplex | Højere flydespænding end 316L, fremragende klorid SCC-modstand | Olie og gas, afsaltning, papirmasse og papirudstyr |
| 2507 Super Duplex | Super Duplex | Maksimal korrosionsbestandighed, meget høj styrke | Undersøiske komponenter, aggressiv kemisk service |
| 17-4 PH | Nedbørshærdning | Høj styrke, god korrosionsbestandighed, aldershærdelig | Luftfart, forsvar, højbelastnings mekaniske komponenter |
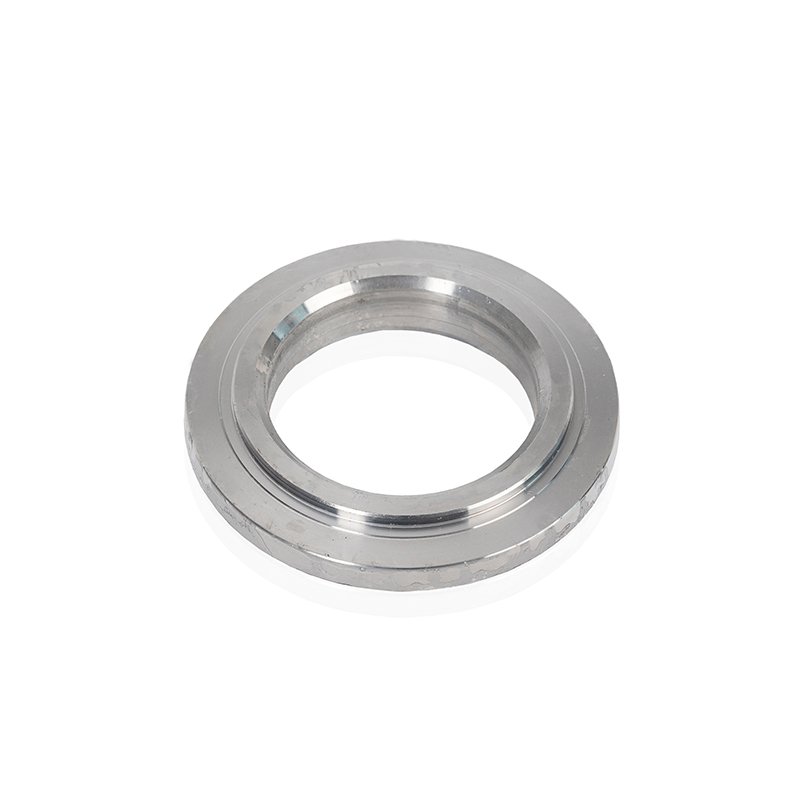
Til væskehåndteringskomponenter, hvor chloridspændingskorrosion er et problem, er 316L det mindst mulige valg; duplekskvaliteter er de ekstra materialeomkostninger værd, når serviceforholdene er aggressive. Se vores 304L og 316L smedet rustfrit stål fittings krop som et praktisk eksempel på, hvordan kvalitetsvalg afstemmes efter anvendelseskrav i produktionsdele.
Custom Open Die vs. Closed Die Smedning: Hvilken proces passer til din del
Begge processer starter med opvarmet stang i rustfrit stål, men de går meget forskellige veje til den færdige geometri.
Åben formsmedning bruger flade eller simple formede matricer, der ikke helt omslutter emnet. Operatøren manipulerer barren mellem trykslag for at opnå målformen. Dette gør processen meget fleksibel for store, tunge eller geometrisk simple dele - ringe, skiver, aksler, blokke - hvor næsten-net form er mindre kritisk end strukturel integritet. Det er den foretrukne vej til produktion af lavt til mellemvolumen og for overdimensionerede komponenter, hvor investering i værktøj til lukkede matricer ville være uoverkommelige.
Lukket formsmedning (også kaldet aftrykssmedning) bruger matchede matricer, der indeholder et hulrum i den præcise form af den færdige del. Metal fylder hulrummet under tryk, hvilket giver snævre dimensionelle tolerancer og fremragende overfladekonsistens. Denne proces passer til komplekse geometrier, høje produktionsvolumener og dele, hvor sekundær bearbejdning skal minimeres - ventilhuse, flanger, transmissionskomponenter og instrumenthuse er almindelige eksempler.
Beslutningen mellem de to er drevet af tre variable: delgeometriens kompleksitet, påkrævet dimensionel tolerance og projiceret volumen. En erfaren smedepartner vil evaluere alle tre, før de forpligter sig til værktøjsdesign, hvilket direkte påvirker både omkostningerne pr. del og leveringstiden.
Nøgleindustrier og applikationer til specialfremstillede rustfrit stålsmedninger
Kombinationen af styrke, korrosionsbestandighed og designfleksibilitet gør smedet rustfrit stål til standardvalget i ethvert miljø, hvor fejl er dyrt - uanset om det måles i udstyrsnedetid, sikkerhedsrisiko eller produktkontamination.
- Olie, gas og energi: Ventilhuse, pumpehjul, kompressorkomponenter og brøndhovedfittings, der arbejder under højt tryk og i kontakt med ætsende produktionsvæsker. Duplex og super duplex kvaliteter dominerer denne sektor.
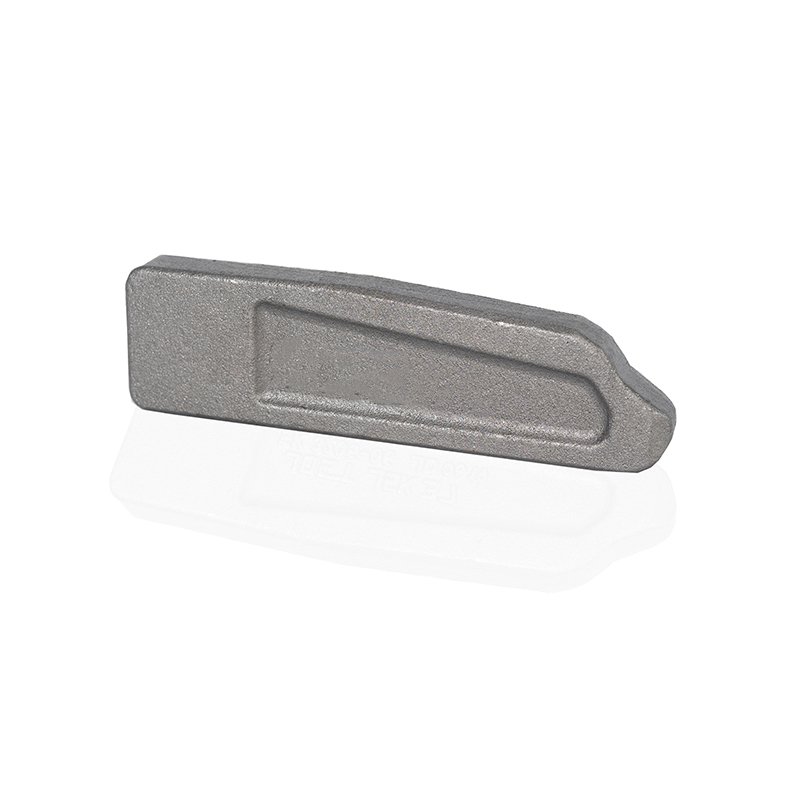
- Væskehåndterings- og procesudstyr: Brugerdefinerede smedninger bruges i hele pumpe- og ventilsystemer. Produkter som smedet rustfri stålspindel og fjederstrammerdele til væskeudstyr and prop ventilstammer og ventilkomponenter i rustfrit stål demonstrer rækken af præcisionsdele, der kan opnås gennem kontrolleret smedning.
- Industriel instrumentering: Tryktransmitterhuse, sensorhuse og fjerntætningsflanger kræver dimensionspræcision og overfladeintegritet for at opretholde lækagetætte tætninger under cyklisk tryk. Austenitiske kvaliteter er standard her på grund af deres ikke-magnetiske egenskaber.
- Ingeniør- og anlægsmaskiner: Mekaniske komponenter med høj belastning - kroge, drivkoblinger, gearkasseelementer - drager fordel af den overlegne træthedsmodstand fra smedet rustfrit over støbte alternativer, især i udendørs eller marine miljøer.
- Fødevarer, drikkevarer og lægemidler: Sanitetsarmaturer og forarbejdningskomponenter skal opfylde strenge renhedsstandarder. Den glatte, fejlfri overflade på smedet 304L eller 316L eliminerer bakterielle steder, som porøsitet i støbegods kan skabe.
- Marine og offshore: Hardware, fastgørelseselementer og strukturelle beslag, der udsættes for havvand, kræver den kloridmodstand, som kun 316L eller duplex rustfrit smedegods leverer pålideligt i løbet af designets levetid.
Kvalitetsstandarder og overholdelse
Anskaffelse af smedede rustfri stålkomponenter skal altid henvises til etablerede industristandarder. ASTM A473 er den primære specifikation for austenitisk, duplex, ferritisk og martensitisk rustfrit stålsmedning til generel brug og til lav- eller højtemperaturservice. Den definerer grænser for kemisk sammensætning, krav til mekaniske egenskaber, varmebehandlingsprocedurer og spændingstestprotokoller baseret på delvægt. Leverandører, der arbejder efter denne standard, skal demonstrere sporbarhed fra råmateriale til færdig smedning. Du kan se det fulde omfang af specifikationen direkte på ASTM A473 standardspecifikation for rustfrit stålsmedning side.
Ud over materialestandarder bør kvalitetsbevidste købere kigge efter ISO 9001-certificering som bevis på et dokumenteret kvalitetsstyringssystem sammen med tredjeparts inspektionskapacitet, herunder ultralydstestning, inspektion af farvestofpenetrant og dimensionsrapportering. For trykholdige komponenter kan PED (Pressure Equipment Directive) overensstemmelse eller tilsvarende regional certificering være påkrævet.
Materialesporbarhed - evnen til at forbinde ethvert afsendt smedning tilbage til en specifik stålvarme med fuld mølle-certificering - er ikke til forhandling i regulerede industrier. Spørg potentielle leverandører, hvordan de dokumenterer og vedligeholder denne chain of custody, før de afgiver en ordre.
Hvad skal du kigge efter hos en specialfremstillet rustfrit stålsmedningsleverandør
Ikke alle smedebutikker er lige, når det kommer til rustfrit. Legeringen er betydeligt sværere at bearbejde end kulstofstål, kræver højere smedningstemperaturer og er mere følsom over for formdesign og smøring. En leverandør uden dedikeret rustfri erfaring vil producere inkonsekvente resultater – overfladerevner, dimensionsvariationer eller utilstrækkelig kornforfining – som først bliver tydelige, efter at delene er i brug.
Vurder kandidater ud fra disse kriterier:
- Materialeområde: Kan de smede den specifikke kvalitet, du har brug for, inklusive duplex eller nedbørshærdende legeringer? Bekræftet kapacitet med møllecertificeringer ved hånden er mere værdifuldt end en lang materialeliste på et websted.
- Teknisk support: En kvalificeret leverandør bør være i stand til at gennemgå din tegning, rådgive om stanseskillelinjens placering, trækvinkel og materialebesparelser gennem næsten-net formgivning. Denne ingeniørdialog på tilbudsstadiet forhindrer dyre revisioner senere.
- Egen bearbejdning og efterbehandling: Leverandører, der kan smede og bearbejde i en enkelt facilitet, reducerer håndteringen, komprimerer leveringstiden og opretholder dimensionsansvar ende-til-ende.
- Kvalitetsdokumentation: Fuld materialesporbarhed, varmebehandlingsoptegnelser, mekaniske testrapporter og dimensionelle inspektionsdata bør være standardleverancer, ikke ekstramateriale.
- Kapacitet og gennemløbstid: For brugerdefinerede programmer skal du bekræfte pressetonnageområdet, typiske produktionstider, og om prototypeværktøj er tilgængeligt, før du forpligter dig til fuld investering i produktionsværktøj.
For en detaljeret ramme til at guide din leverandørevalueringsproces, se vores ressource på hvordan man vurderer og vælger en specialfremstillet leverandør af metalsmedning . Den rigtige produktionspartner reducerer de samlede ejeromkostninger – ikke kun enhedsprisen – ved at levere dele, der fungerer som specificeret, til tiden med den dokumentation, som dit kvalitetssystem kræver.










Vores produkter involverer primært produktion af forfalskede komponenter til bilindustrien, byggeri -industrien, industriel instrumenteringsindustri og væskeudstyrsindustri.Custom Forging Parts Producenter og Forged Components Solution Providers in Kina.
Produktlink
Kontakt os
-
Address:Nr. 5 Junrong Road, Daitou Town, Liyang City, Jiangsu -provinsen, Kina
-
Tel:+86-18112316383
